При выполнении работ по окончательной регулировке мотоцикла необходимо соблюдать следующие правила:
- При испытании и доводке двигателя
изменяется только один какой-либо параметр, влияющий на процесс
сгорания. Остальные параметры должны оставаться постоянными.. Например:
если подбирается наивыгоднейший момент зажигания, то регулировка
карбюратора не должна изменяться. И, наоборот, при регулировке
карбюратора постоянным остается момент зажигания. При доводке
всасывающей системы параметры выпуска и продувки остаются постоянными.
-
...
Читать дальше »
|
В большинстве случаев на гоночных и
спортивных мотоциклах применяется составной цилиндр, имеющий оребренную
муфту (рубашку) и гильзу. Рубашку отливают из алюминиевых сплавов AЛ5
или AЛ4. (Термообработка Т1, твердость НВ = 65 — 70). Гильзы цилиндров
гоночных и ряда спортивных двигателей отливают центробежным способом из
высоколегированного чугуна с аустенитной структурой.
Химический состав чугуна:

...
Читать дальше »
|
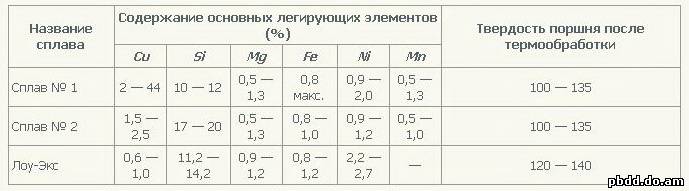
На гоночных двигателях, имеющих рабочий объем одного цилиндра не свыше 125 см3, и спортивных — до 175 см3
в основном применяются литые поршни из высококремнистых алюминиевых
сплавов. В отечественной промышленности наиболее широко распространены
сплавы № 1 и 2 по нормали HI 160 — 50. Однако большей жаропрочностью
обладает высококремнистый литейный сплав Лоу-Экс.
Химический состав этих сплавов приведен в таблице.
 ...
Читать дальше »
...
Читать дальше »
|
Поршневые пальцы для спортивных двигателей в основном изготовляют из
стали 15Х, а более нагруженные пальцы гоночных двигателей — из стали 12
Х НЗА и 12 Х 2Н4А. Наружную поверхность пальца цементируют на глубину
0,5 — 0,8 мм или цианируют на глубину 0,2 — 0,3 мм, после чего
закаливают (твердость HRC = 58 — 62).
Стопорные кольца поршневого пальца изготовляют из стальной пружиной проволоки типа ГТЗА и подвергают отпуску при 240 — 260 °С.
Шатун
На форсированных спортивных двигателях основным материалом для
изготовления шатунов является сталь 12ХНЗА, а на особо форсированных
гоночных двигателях — сталь 18 Х НВА. беговые дорожки подшипников
...
Читать дальше »
|
Материалы, применяемые для изготовления деталей коленчатого вала, их
термообработка в основном зависят от конструкции коленчатого вала и
двигателя.
Наиболее нагруженной деталью коленчатого вала
зачастую является кривошипный палец, поэтому он выполняется из сталей
12 Х НЗА и 18 Х НВА. В большинстве случаев ролики подшипника большой
головки шатуна работают непосредственно по поверхности пальца, тогда
палец цементируют на глубину 0,8 — 1,5 мм и 0,5 — 0,8 мм и закаливают
(твердость HRC = 60 — 63).
В коленчатых валах, собираемых на
торцовых шлицах, ролики работают по кольцу, поэтому обе части
кривошипного пальца, выполненные за одно целое со щеками и цапфами, не
ц
...
Читать дальше »
|
Впускной клапан гоночных двигателей изготовляют в ВНИИМОТОПРОМе из
титановых сплавов ВТЗ-1 и ВТ8. На спортивных двигателях устанавливают
клапан из стали ЭИ-72 (Х12Н7С). Твердость HRC = 41 — 44.
Материалом для выпускных клапанов гоночных двигателей служит
жаростойкий сплав ЭИ-437Б и ЭИ-617, спортивных двигателей — сталь
ЭИ-69. Твердость НВ = 179 — 269 (термообработке не подвергаются).
Термообработка материалов, из которых изготовляют клапаны (исключая
ЭИ-69), очень сложный процесс и возможна только в условиях
специализированных предприятий, снабженных необходимой аппаратурой и
установками.
Термообработка титановых и жаростойких сплавов проводи
...
Читать дальше »
|
|